酒精被廣泛應用于食品、化工醫藥、染料、國防等行業。酒精不僅可作為一種燃料,更是一種戰略物資,世界上2/3的酒精被用作燃料。發展酒精不僅可以促進農業的可持續發展,并且可以作為清潔能源代替汽油或汽油添加劑,減少工業大氣污染,保護環境,同時也可緩解原油進口的壓力。
廢水處理是發酵工業一直頭疼的問題,這不僅增加了生產成本,甚至有時處理不好還會造成環境污染。酒糟不僅含有酵母沒有利用完全的還原糖,而且含有不少糖化過程殘留的大量殘余總糖,甚至含有大量酵母生長所必需的營養物質。目前幾乎所有的發酵行業對酒糟只是簡單進行了沼氣生產或轉化為廉價的肥料,甚至有的直接排放,造成了極大的浪費,處理不好還會對環境造成污染。但如果能把發酵糟液中的營養物質回收利用,進行再生產,不僅可提高原料的利用率,降低生產成本,而且還可節約水資源和能源,提高其經濟效益。
1 材料與方法1.1 酵母菌株和酶制劑
本實驗采用的菌種為安琪耐高溫活性干酵母,由湖北安琪酵母股份有限公司提供。黃鸝牌耐高溫α-淀粉酶,酶活為20000u/mL;黃鸝牌高轉化率糖化酶,酶活100000u/mL,酶制劑由山東隆大生物工程有限公司提供。粗制復合酶的成分與酶活為:蛋白酶11000u/g,木聚糖酶100000u/g,β-葡聚糖酶110000u/g,最適溫度為42℃,最適PH5.0,由河南天冠集團提供。
1.2 原料
原料主要為泰國進口的木薯和國內甘薯。本研究全部采用干木薯原料,木薯干淀粉含量70%左右,支鏈淀粉含量為17%,直鏈淀粉含量83%。
1.3 原料的配比粉碎與蒸煮糖化
原料和水的比例為1:2.8,物料經粗碎與細碎兩個過程后輸送進入拌料罐。
主要采用中溫蒸煮工藝,工藝條件為用耐高溫淀粉酶(100℃-105℃),酶用量5u/mL,105℃,90min。糖化的目的:因為淀粉蒸煮后淀粉糊化成的溶解狀態還是不能夠被酵母直接利用發酵產酒精,需要經糖化酶糖化轉化為可發酵性糖。高轉化率糖化酶用量為160u/mL-170u/mL,溫度60℃,攪拌10min,靜置20min,最后還原糖濃度達到8.0%,糖化過程完成。
1.4 酒精發酵工藝1.4.1 發酵原理
采用多級連續發酵法,將10個罐組成連續發酵罐組,各罐連續方式是從上一罐上部流入下一罐底部。投產時,先將酒母打入第一罐,同時加入糖化醪,在保持該罐主發酵狀態下,流加糖化醪至滿,然后自動流入第二罐,在保持兩罐主發酵狀態下,流加進入第三只發酵罐,在保持三罐主發酵狀態下,向第三只罐同時加入糖化醪,待第三罐流加滿后,自然流入第四罐,直到末罐。
1.4.2 發酵過程
發酵罐進料后調酸到PH4.2-4.7,發酵總周期:木薯60h-62h。主要分為3個部分:前酵期:入罐時溫度28℃-30℃,時間9h-11h,主要是菌體生長。前兩只發酵罐一直處于前酵期。主酵期:溫度保持在33℃-35℃,時間11h-13h,是產酒精發酵的關鍵時期。后酵期:溫度比主酵期低,為31℃-33℃,時間36h-38h。
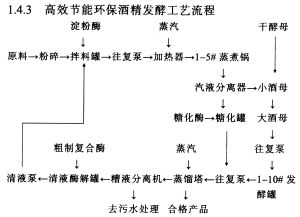
1.4.3 高效節能環保酒精發酵工藝流程(附文后)
1.5 酒精發酵醪的成熟指標1.5.1 還原糖和總糖的測定
還原糖測定采用DNS(3,5-二硝基水楊酸比色定糖法)法。發酵醪中的總殘糖量測定根據Saha等人所用的方法:取10mL發酵醪,加10mL25%HCI和30mL蒸餾水混合均勻,在100℃水浴中水解3h,水解液調至中性,然后用DNS法測定水解液中的還原糖。
多級連續發酵法成熟發酵醪還原糖濃度在0.3%以下,總糖在0.8%以下。
1.5.2 酒精含量測定與蒸餾
發酵液中乙醇濃度的定量分析法用酒精比重計測定法。多級連續發酵法工藝過程成熟發酵醪酒精濃度在9.0%-9.5%。
發酵醪成熟后開始放罐進入蒸餾工序,蒸餾工序采用汽相過兩塔蒸餾的方法。成熟的發酵醪在蒸餾工序完成后,進行酒精產品的提純和糟液的分離工作。
1.6 廢液處理重新應用生產1.6.1 發酵殘液(酒糟)處理
酒糟通常酸度很高,有時含有不溶性沉淀物,過濾除雜后調PH5.0,調溫度為42℃,按1%比例加入粗制復酶水解2h,粗制復合酶不僅可以水解原料中的殘余總糖,還能部分水解纖維素和葡聚糖,還可水解發酵液中的蛋白質,釋放出更多的游離氮,更重要的是對酵母進行水解破碎,釋放出更多的營養物質。
1.6.2 水解液與原料的配比
酒糟水解后,酵母被復合酶水解破碎,釋放出大量的營養物質,因此酒糟不僅可以作為添加拌料,也含有較多營養物質。
2 結果與分析
2.1 高效節能環保酒精發酵工藝流程控制關鍵
2.1.1 釋放速度與發酵罐的數量問題
多級連續一篇文章來源中華酒報發酵法中,各罐基本上處于基本穩定狀態。根據蒙陰天久酒業的實踐,每小時進醪60m3,流加罐總容積為500m3,稀釋濃度太大,雖然營養成分較好,酵母繁殖快,但酵母來不及積累就流走,不能保持發酵罐內相對發酵的穩定,稀釋速度太低,造成設備利用率低,不利于生產的循環。
在發酵罐組中,除前幾罐流加發酵外,后面還要配置適量的罐作為后發酵用,并使前后發酵罐之間的醪液保持一定的濃度梯度。天久酒業共采用了10只500m3發酵罐,流加速度為60m3/h。2.1.2 發酵醪PH與溫度控制
適當降低發酵醪中PH的合理控制,是阻止多級連續發酵雜菌污染的主要措施。連續發酵要求無菌條件非常嚴格,PH應控制在4.2-4.7為宜。但PH值太低,不但會抑制雜菌的繁殖,同時也會抑制酵母的繁殖和代謝,還會使糖化酶鈍化,影響發酵結果。
多級連續發酵法中,酵母繁殖溫度為27℃-30℃,發酵溫度為33℃-35℃,如果溫度高于40℃,酒精發酵很難進行。產酸細菌繁殖最適溫度為37℃-50℃,因此高溫發酵易被細菌污染。
2.1.3 關于發酵醪濃度問題
酒精發酵要求在一定濃度的糖化醪中進行,醪液濃度的高低直接影響到生產業績。糖化醪濃度稀,雖然有利于酵母的生長代謝,能提高出酒率,但是濃醪發酵卻能提高設備利用率,節省水、電,降低生產成本,增加產量。因此,生產上建議盡量采用濃醪發酵。天久酒業糖化醪發酵濃度為8%,成熟醪酒精含量在9.3%%Vol。2.2 酒糟的營養成分與利用分析
酒糟是發酵成熟醪蒸餾后的廢液。平均每噸木薯酒糟干物質含量3%-10%,主要成分為蛋白質,可溶性氮的含量為總氮的15%-20%,還含有纖維素、聚戊糖、灰分、脂肪、豐富的B族維生素及酵母生長因子等。
酒糟的酸度較低,蛋白質的含量,尤其以游離氮的含量較高,酒糟不僅能夠調酸,同時大量的游離氮節省了發酵過程中氮的添加,而且可使原料中糖的利用更加完全,提高了原料的利用率,甚至豐富的生長因子還會促進酵母生長,縮短發酵時間。更重要的是,避免了產生大量的工業廢水,大大節約了生產成本。
2.3 高效節能環保酒精發酵工藝酒糟的水解及利用
2.3.1 酒糟回收利用的水解條件及酶量的確定
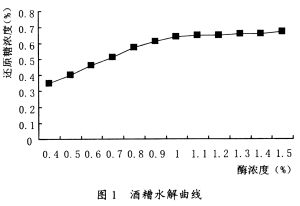
發酵殘液水解曲線(見圖1),用粗制復合酶的目的為水解破碎酒糟中酵母細胞,釋放出細胞中的游離氮及生長因子,并對酒糟中的蛋白質進行水解,同時也水解殘糖總糖及纖維素,達到最大量釋放出酒糟中的營養物質。
酒糟通常酸度很高,有時含有不溶性沉淀物,過濾除雜后,一部分可適合于糖化醪調酸,另一部分用于水解重新利用,調PH5.0,調溫度為42℃。由圖1可知,隨著酶濃度的提高,還原糖的濃度也在不斷地提高,但酶濃度添加到1%時,還原糖的濃度升高接近穩定并達到0.65%左右,因此在發酵中一般選擇的濃度為1%。
2.3.2 水解液與原料配比的確定
水解液的還原糖濃度約在0.65%,1t原料大約產生3.8t左右的水解液,其中還含有大量的可溶性氮、生長因子等大量營養物質。通過各種因子的作用,在多次實驗的基礎上,確定水解液與原料的最佳配比為2.8:1。
2.4 高效節能環保酒精發酵工藝對原料的影響
傳統多級連續酒精發酵工藝每噸木薯配料比一般在1:2.9左右,平均每噸木薯產生酒糟大約為3.8t,在合適的發酵條件下,酒糟中還原糖占0.3%,淀粉0.46%,殘總糖0.8%,而且含有大量的酵母和蛋白質,把殘液粗濾后調PH5.0,加1%的粗制復合酶水解,水解后水解液大約3.8t,其中還原糖占0.64%,原料利用率由原來的75%提高到77%,原料利用率提高了近2%。
2.5 高效節能環保酒精發酵工藝對水利用和廢水處理的影響
傳統多級連續酒精發酵工藝大約每噸木薯產生酒糟3.8t,使用高效節能環保酒精發酵工藝后,平均每噸木薯僅產生廢水1.5t左右,水利用率由原來的11%提高到近60%,廢水處理量大大降低,且大部分為固形物,廢水處理成本僅為原來的1/3,平均每噸木薯廢水處理成本節約30元。
2.6 高效節能環保酒精發酵工藝對酒精生產的優化
傳統多級連續酒精發酵工藝在發酵條件良好的條件下,平均每噸木薯產酒量在0.371t左右,使用高效節能環保酒精發酵工藝后,由于原料的循環利用,平均每噸木薯產酒量在0.386t左右,而且主發酵期縮短1h左右,提高了原料的利用率并加快了發酵進程。
2.7 高效節能環保酒精發酵工藝對經濟效益的提高
采用高效節能環保酒精發酵工藝后,廢水處理成本僅為傳統發酵工藝的1/3,平均每噸木薯節省30元,在酒糟重新利用后,平均每噸木薯產酒量增加了0.015t左右,但工藝中增加了酒糟的水解工藝和粗制復合酶的添加,經多次發酵生產,平均每噸木薯提高經濟效益在50元左右。
3 結論
3.1 采用高效節能環保酒精發酵工藝,對酒糟水解重新利用,酒糟過濾除雜后,用粗制復合酶重新水解,作為營養液加入到拌料罐重新回收發酵。
3.2 結果證明,原料利用率提高了2%,水利用率提高了50%,而且污水處理成本大大降低,能源利用率也得到提高,木薯平均提高經濟效益50元/t。大大優化了酒精的發酵生產,對原料、水、能源的利用極為完全,尤其是使發酵過程的廢水產生量和處理量極低,大大節省了廢水的處理成本。
轉載此文章請注明文章來源《華夏酒報》。
要了解更全面酒業新聞,請訂閱《華夏酒報》,郵發代號23-189 全國郵局(所)均可訂閱。
編輯:張怡








 現廠云
現廠云
 新知
新知
 手機微信
手機微信